Esterilizador dinámico
Esterilizador Dinámico INAL
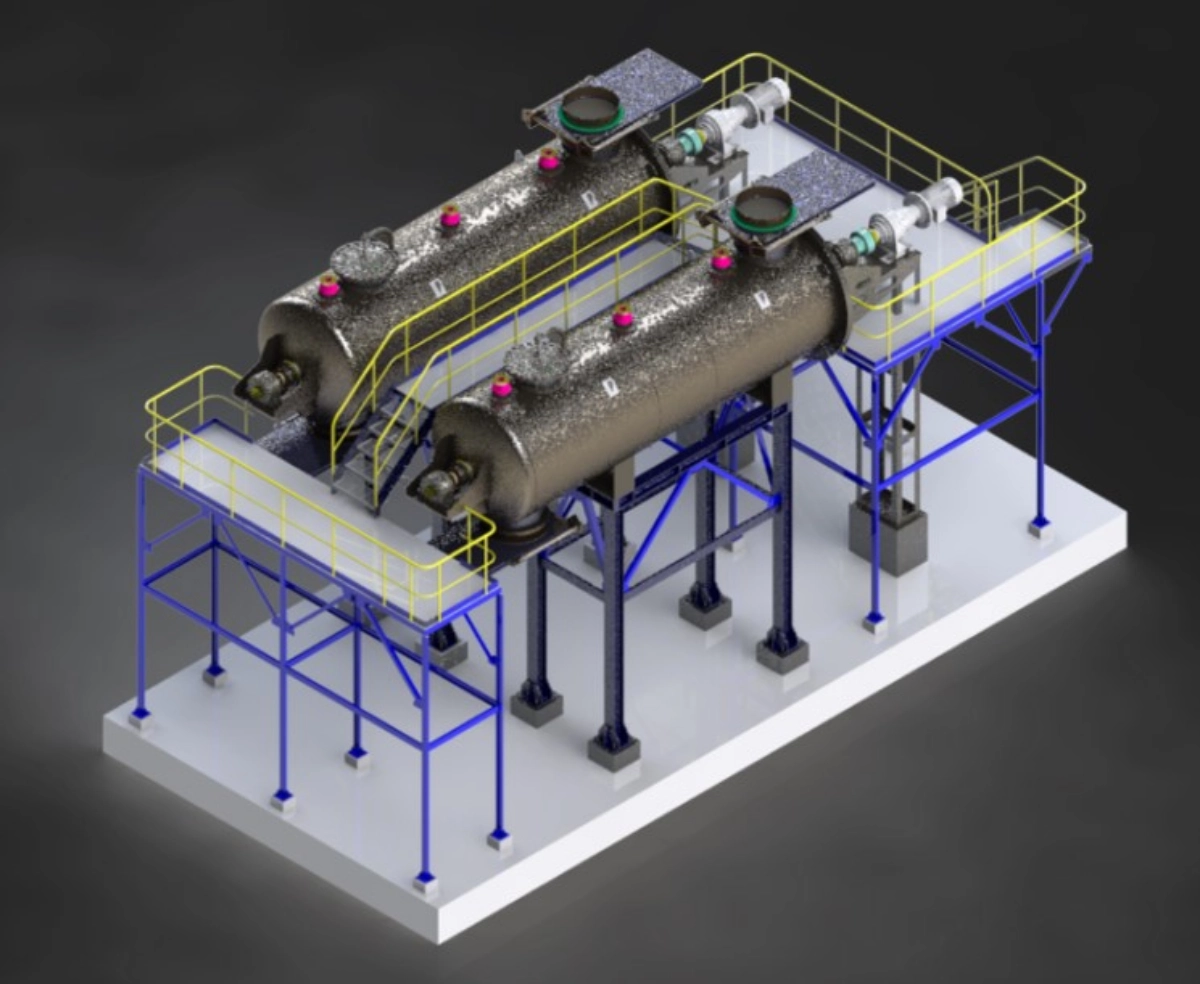
El Esterilizador Dinámico de INAL es un reactor de proceso con eje central y dos cintas helicoidales que permiten carga/descarga continua y una mezcla homogénea del fruto fresco. En un mismo equipo se realiza la esterilización y la digestión, reduciendo tiempos de ciclo, consumo de vapor y número de equipos en planta. El casco interno cuenta con revestimiento en acero inoxidable y aislamiento térmico, evitando contaminación cruzada del aceite y mejorando la eficiencia térmica. Su arquitectura modular permite operar 2–6 esterilizadores en secuencia, sostener flujo 24/7 y escalar capacidad sin parar la planta.
Cómo funciona
Alimentación estable del fruto preparado (fracturadora + desgranadora).
Esterilización + digestión simultáneas: las cintas helicoidales mueven el material en sentidos horario/antihorario, asegurando transferencia de calor y mezcla uniforme.
Descarga continua hacia la sección de prensado, con material térmicamente acondicionado para una extracción eficiente.
Beneficios clave
Menos consumo de vapor y agua: vapor 100–150 kg/t RFF y agua < 200 L/t RFF (para generar vapor). Sin agua de dilución en prensado.
Pérdidas más bajas: control de proceso con pérdidas totales cercanas a 1% ± 0,2 (excl. clarificación).
Biomasa valorizable: fibras 1–10 cm, humedad <35%, alta absorción (~250%) y 2–3,5% de aceite sobre sólidos secos no aceitosos; ideales para compost y cogeneración.
Menor huella y OPEX: menos equipos, menor área por tonelada instalada, menos mano de obra y menor generación de POME.
Operación continua y escalable: Crecimiento modular (2–6 unidades) con secuencias automáticas y paradas mínimas.
Capacidades y parámetros de operación
Capacidad por esterilizador: 4 / 6 / 8 / 12 t/h de RFF (selección según objetivo de planta y mezcla de fruto).
Ciclo típico: 54–60 min totales, con etapas de carga (8–10 min), presurización (4–5 min), esterilización efectiva (~30 min), despresurización (4–5 min) y descarga (8–10 min).
Condiciones de proceso: 120–130 °C, ~40 PSI (valores de referencia).
KPIs del sistema Avatar: 22–23 kWh/t RFF (energía), TEA/OER objetivo 24–26% (Guineensis) y 28–30% (Híbrido), POME 0,30–0,37 m³/t RFF, sin lagunas de oxidación.
Características de ingeniería
Reactor “todo en uno” con revestimiento inoxidable y aislamiento.
Eje central + doble cinta helicoidal para mezcla, transporte y descarga continua.
Automatización de tiempos, presión y temperatura; interbloqueos de seguridad.
Accesos y mantenimiento: tapas de inspección, puntos de izaje, diseño sanitario.